- · 《中国表面工程》编辑部[10/30]
- · 《中国表面工程》杂志社[10/30]
- · 《中国表面工程》期刊栏[10/30]
- · 《中国表面工程》数据库[10/30]
- · 《中国表面工程》投稿方[10/30]
- · 中国表面工程版面费是多[10/30]
来稿应自觉遵守国家有关著作权法律法规,不得侵犯他人版权或其他权利,如果出现问题作者文责自负,而且本刊将依法追究侵权行为给本刊造成的损失责任。本刊对录用稿有修改、删节权。经本刊通知进行修改的稿件或被采用的稿件,作者必须保证本刊的独立发表权。 一、投稿方式: 1、 请从 我刊官网 直接投稿 。 2、 请 从我编辑部编辑的推广链接进入我刊投审稿系统进行投稿。 二、稿件著作权: 1、 投稿人保证其向我刊所投之作品是其本人或与他人合作创作之成果,或对所投作品拥有合法的著作权,无第三人对其作品提出可成立之权利主张。 2、 投稿人保证向我刊所投之稿件,尚未在任何媒体上发表。 3、 投稿人保证其作品不含有违反宪法、法律及损害社会公共利益之内容。 4、 投稿人向我刊所投之作品不得同时向第三方投送,即不允许一稿多投。 5、 投稿人授予我刊享有作品专有使用权的方式包括但不限于:通过网络向公众传播、复制、摘编、表演、播放、展览、发行、摄制电影、电视、录像制品、录制录音制品、制作数字化制品、改编、翻译、注释、编辑,以及出版、许可其他媒体、网站及单位转载、摘编、播放、录制、翻译、注释、编辑、改编、摄制。 6、 第5条所述之网络是指通过我刊官网。 7、 投稿人委托我刊声明,未经我方许可,任何网站、媒体、组织不得转载、摘编其作品。
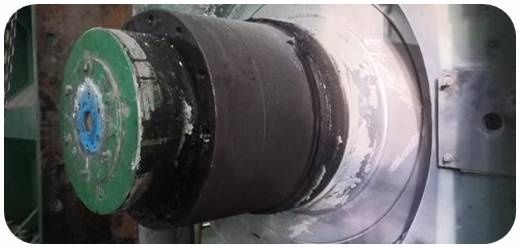
辊压机轴修复|一种更经济实惠的再制造和表面工
作者:网站采编关键词:
摘要:本文主要讨论辊压机轴承位置的故障分析及辊压机轴的几种维修方法。考虑到便利性和速度因素,不受拆运成本的限制,也不受有停机要求的场合的限制。介绍如何在线快速修复辊压机
本文主要讨论辊压机轴承位置的故障分析及辊压机轴的几种维修方法。考虑到便利性和速度因素,不受拆运成本的限制,也不受有停机要求的场合的限制。介绍如何在线快速修复辊压机轴端。这是一种基于高分子复合材料的在线修复解决方案,也是一种相对经济、利基化的再制造和表面工程修复方法。
辊压机轴磨损的主要原因:
1.辊压机物料粒度控制不力;
2.辊压机密封失效导致轴承载荷增大;
3.轴承疲劳运行导致轴承间隙过大;
4.压板预紧力不足;
5.冷却铜管经常堵塞或设计过细;
6.稳流仓内物料不定期清理,排除富集金属,使设备频繁超负荷调整,影响轴承寿命;
7.液压系统的隐患。辊缝长期偏差严重。
辊压机轴的几种维修方法:
1.离线修复
以补焊、刷镀、喷涂为代表,应用广泛,但缺点也突出。直接影响是停机时间长、综合成本高、劳动强度大。
2、在线维修
以高分子复合材料为代表,优点是免拆机加工,无补焊热应力,无补焊厚度限制。材料有一定的让步,可吸收设备冲击和振动,避免二次磨损。
3、报废更换
成本高,耗时长,是万不得已,无法修复。
辊压机轴在线维修技术说明(使用Fuschlan 2211F材料作为应用材料):
1.表面处理:去除辊压机前后肩面、轴承位面、轴承内圈面的污垢和高点;清除螺栓孔边缘和压板通孔的所有毛刺;用砂轮磨部磨光原金属色;
2.确定定位点:首先将轴径磨损量和定位点相加,高度略高于单边磨损量;以样尺为基准,用磨床、锉刀等工具磨成与单面高度相等的高度。边缘磨损的大小接近;

3.空气试验轴承:安装轴承,用压板紧固轴承,在拧紧压板螺栓的过程中保持较小的预紧力,并测量同心度和垂直度,精度误差小于0.2mm;

4.清洁表面:用无水乙醇清洁轴承部位表面和轴承内圈表面,轴承内圈表面涂有803脱模剂;
5.涂抹材料:直接将混合均匀的Fuschlan高分子复合材料涂抹在修补面上,保证高分子材料的填充效果,然后用刮刀均匀涂抹,厚度略高于支撑点高度;< /p >

6.尺寸恢复:安装轴承,均匀拧紧压板,并留足预紧力;
7.固化:自然固化6-12小时后,拆下压板和轴承,去除多余材料;

8.重涂材料:用砂带将修补材料表面产生的釉料和脱模剂打磨抛光。清洁后,调和金属修补材料,将其涂在整个轴承表面;

9.安装:快速安装轴承??,整个安装和拧紧过程控制在40分钟内。拧紧螺栓时,对称拧紧。这次安装螺栓全部拧紧到位。

10。后预紧:空机时每3小时紧固一次螺栓,装料时每6小时、12小时、24小时紧固一次。
文章来源:《中国表面工程》 网址: http://www.zgbmgc.cn/zonghexinwen/2021/0818/682.html